Rubber Injection Molding Troubleshooting
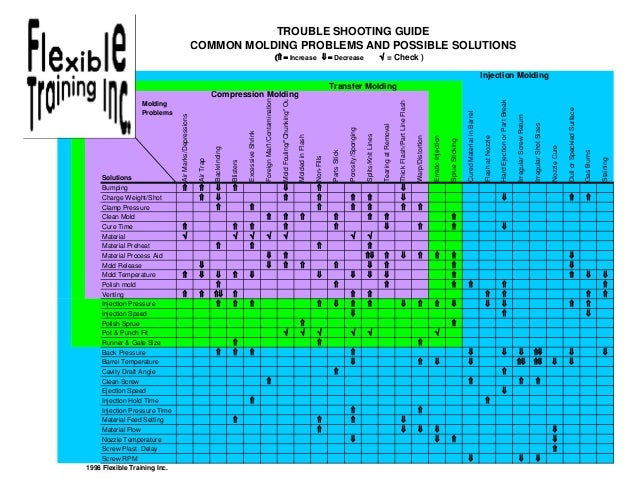
Elastomer Molding Troubleshooting Chart

Injection Molding Advanced Troubleshooting Guide Hanser Publications

Rubber Molding Process Troubleshooting Charts Technobiz Store Online

Rubber Injection Moulding Troubleshooting Guide And Tips
Pdf Understanding Of Rubber Injection Moulding Understanding Of Rubber Injection Moulding

Poor Finish Trouble Shooting Plastic Injection Molding Plastic Injection It Is Finished

Rubber injection molding may have higher initial startup costs when compared to other molding processes.
Rubber injection molding troubleshooting.

How To Fix Burn Marks On Your Injection Molded Parts

Troubleshooting Injection Moulding Rapra Review Reports Goodship V 9781859574706 Amazon Com Books

Shrinkage Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Troubleshooting Air Traps Bubbles Occur On Liquid Injection Molding Lim Production Liquid Silicone Injection Mold Manufacturer

Flash Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Burn Mark Defect Trouble Shooting Plastic Injection Molding Plastic Injection Burn Mark
Rubber Molding Rubber Industry Academy
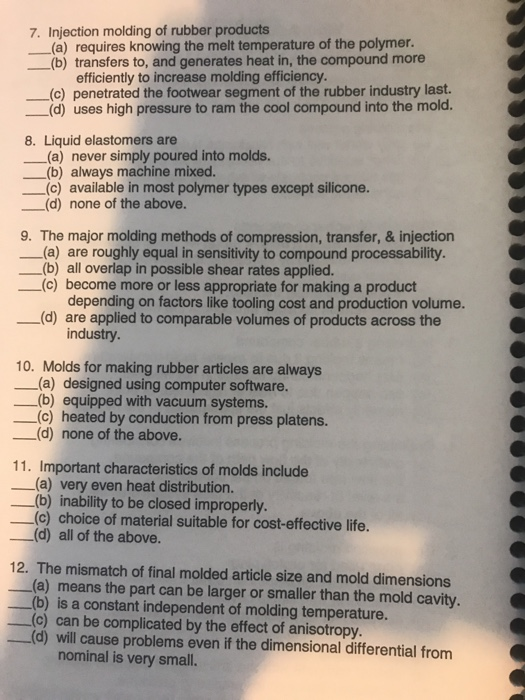
Solved Instructions Read The Question Statement Carefull Chegg Com

Arburg Troubleshooting Injection Moulding Casting Metalworking Chemistry

Injection Molding Guide The Lsr Injection Molding Process
Troubleshooting Short Shots And Cost Savings

Molding Defects And How To Fix Them Understanding Mold Flash Nitrofreeze
Plastic Injection Molding Design Process 2010

Liquid Silicone Rubber Injection Molding Troubleshooting Simtec

Weld Line In Injection Molding Cause Troubleshooting Mechanicalengblog

Rubber Industry Department Technobiz Global Resource Center For Rubber Latex Tyre Industries

Two Shot Molding Transfer Molds Liquid Silicone Rubber Processing

Injection Molding Training Guides Troubleshooting Injection Molds
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs3znznzqktsbl0tntl0vo7ebp2xtdrnm J Bdam3littlyrtkj Usqp Cau

13 Plastic Injection Molding Defects And How To Fix Them

Lsr Silicone Resuscitator Breathing Mask Production By Liquid Injection Molding Liquid Silicone Ru Injection Moulding Process Injection Moulding Breathing Mask

Challenges And Solutions For Injection Molding Of Rubber

Sink Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Most Common Molding Problems Injection Moulding Process Plastic Injection Molding Plastic Injection
Source : pinterest.com
